第一步 、产品设计
智能制造在产品设计中的重要作用之一是重新定义了产品模型和数据交换标准,使智能化产品设计在价值链上的不同部门不同用户之间能够进行完整、精确、及时的数据交换,通过一致性的产品模型,数据集成和提取更加安全,举例说明:A工程师使用Siemens的NX PLM软件、B工程师使用达索的Catia、C工程师使用Autodesk的Inventor, 各自相互很难呼唤使用。但随着ISO 10303的诞生,使得A、B、C三个工程师之间都能看懂相互之间的设计。值得一提的是,ISO 10303-242的基于模型的3D系统工程非常有价值,该标准广泛应用于航空航天,汽车等广泛行业中的制造商和其供应商。该标准主要内容包括产品数据管理PDM,设计准则,关联定义,2D制图,3D产品和制造信息等。参考国际通用的产品设计标准,能提高智能化产品设计过程中数据交换和使用的效率,形成一致性的产品模型,保障信息与数据的安全性。

图2:基于模型的3D系统工程的广泛应用
第二步、数字化工厂规划
当产品设计的雏形完成之后,智能制造要考虑的下一个步骤便是数字化工厂规划。所谓的数字化工厂规划就是生产者考虑如何搭建一个数字化工厂来生产第一阶段所定义的产品。参考国际标准IEC62832,可以按部就班地搭建数字化工厂。IEC 62832 标准中描述的生产系统生命周期中,数字化工厂的数据被不同的活动增加、删除、更新,所以建立数字化工厂的第一个步骤就是要将工厂中所用到的每一个设备的属性根据IEC标准属性库进行数字化;第二步要建立各个设备间的关联关系,关联关系分为组成关系和功能关系。
例如PLC由支架、I/O模块、CPU等组成;伺服驱动器和伺服电机匹配时,要检查额定电流和电压,伺服驱动器的额定电流要大于等于伺服电机的额定电流,伺服驱动器的输出电压要和伺服电机的额定电压一致才可以,这是功能关系。第三步将设备的地理位置信息添加到数字工厂数据库,明确IP级别和是否为爆炸保护区;最后一步建立产品全生命周期中工具与数据库之间的信息交换,如下图所示,数字化工厂数据库中的信息将在产品全生命周期中被各种工具所使用和交换。

图3:参考IEC62832标准构建数字化工厂
在数字化工厂规划的过程中,我们将参考德国工业4.0的标准,努力实现如下的转变和升级:
(1)静态生产线 ——> 动态生产线;
(2)MES功能局限 ——> MOM涵盖价值链全流程;
(3)员工工种单一 ——> 更好的人机协作;
(4)无法满足个性化定制要求 ——> 满足定制化需求 。
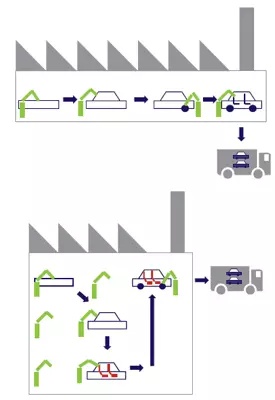
图4:智能生产线将由线性静态发展为模块化的动态生产线
第三步、生产工程
当数字化工厂的规划完成之后,智能制造将进入下一个实质性的阶段:生产工程。生产过程利用自动化系统和工程定义控制架构、信息从下至上的传递方式,机器与机器,机器与上位机之间的通信方式,是将数字化工厂从规划到落地的一个关键阶段。传统的工业自动化技术与IT技术的融合形成了目前较为通用的5层企业垂直架构。在5层架构中:数据的请求或是事件驱动、或是循环发送,这都是响应上一级设备或软件系统的请求,下一级则总是充当服务者或响应者。譬如HMI可向PLC请求发送其状态,或者向PLC下达一个新的生产配方。完成的过程是将传感器的电信号转换为数字形式,然后由PLC赋以时间戳,再把信息传送至MES IT层,以进一步提供相关服务。
随着智能制造和大数据时代的到来,新的以信息物理融合系统(CPS)为基准的自动化架构已逐显雏形。在新型架构中,多层级的严格分隔和信息流的自上而下的方法将会软化和混合。在一个智能的网络中,每个设备或者每个服务都能自动的启动与其它服务的通信。各种服务(例如生产调度)自动订阅所需的实时数据,传感器数据通过OPC-UA等安全可靠的通信协议直接发送到云中。这一新型自动化架构带来的重大改变是:除了对时间有严酷要求的实时控制和对安全有严酷要求的功能安全仍然保留在工厂层以外,所有的制造功能都将按产品、生产制造和经营管理这三个维度虚拟化,构成全链接和全集成的智能制造生态系统。

图5:新型的以信息物理融合系统为基准的自动化架构逐步取代传统的5层架构
第四、生产执行
当数字化工厂落地之后,智能化生产将有条不紊地生产第一阶段设计的产品。数字化工厂的落地并不意味着智能制造的结束,而是意味着智能制造从规划到落地,进入到信息收集、处理、分析、决策的新阶段,我们称其为生产执行阶段。在信息化等级较高的企业或工厂中,往往制造执行系统(MES)得到广泛的应用,企业利用MES系统进行生产订单管理、通过生产数据采集和分析进行质量管理、设备管理、生产追溯与物料管理,并最终生成生产统计分析及报表管理。然而随着企业制造的复杂化程度提升,从传统的单一的品种大批量到现在的多品种小批量,以及生命周期变得越来越短,设计变得越来越复杂,于是就催生了更多的功能的软件的需求,此时MES已经不能满足客户的多种需求。
在智能制造的技术支撑下,MES系统慢慢向制造运营管理系统(Manufacturing Operation Management,简称MOM)过渡。MOM不仅包括MES,也包括EAM企业资产管理,LEAN精益,QMS质量管理系统,APS高级排产系统,EH&S环境卫生与安全等,是一个集成的软件平台,向上连接PLM软件, 向下连接工控及自动化系统,起到了链接PLM与自动化的桥梁作用。此外,MES是车间级的或者是工厂级的,服务于企业管理的一个“孤岛”, MOM是延伸到上下游产业链,联用户、联外部资源商的集成的制造运营管理系统,是企业间的连接。


图6:制造运营管理系统(MOM)的组成和作用
第五、增值服务
当数字化工厂中的各条智能流水线已经可以正常运行,我们是否可以高枕无忧地宣告智能制造的工作结束了呢?答案当然是否定的,数字化工厂中的每一台设备都有着一定的生命周期,一旦某个核心设备出现故障,将面临着停线停产的风险,智能制造的另一大作用体现在其最后一个路径也是智能制造的最高境界:增值服务。增值服务利用大数据和云计算技术提供基于数据的增值服务,例如预防性维护。工业环境中广泛会用到工业机器人,工业机器人的常见故障有:伺服焊枪断裂、电缆断裂、接线松动、减速机故障等。为了避免这些故障发生,提前监控与预判, 可添加智能传感器对振动,电流等关键参数进行监控。将监测的机器人设备的数据进行采集,通过现场总线和无线通信等技术将数据收集保存在IOT网关,然后上传到云端,通过大数据服务器和大数据分析软件,对监控机器人的状态进行预防性维护,如有超过设定警戒值或阈值的异常现象,可通过邮件、短信和可视化界面的形式告知,从而大大降低维修资源和停机时间,提高设备OEE。

图7:对生产设备进行预防性维护的系统架构
第六、设计创新商业模式
智能制造与新零售结合在一起,会焕发出强大生产力。智能制造相关系统是公司核心资源,是基础设施,如果要转变成强大生产力,必须进行价值变现,因此需要构造一个强大商业模式与智能制造、新零售相结合在一起。
第七、创新商业模式的实施
商业模式实施的组织设计、战略规划、资源匹配、资源整合、顶层设计和人才选拔培养匹配机制等基础工作,决定了智能制造能否提供生产效率。
CIO之家 www.ciozj.com 公众号:imciow